�g������i�A�Z���u���W�O�j�̐���b�A���~�� A5052P �����H�T���v��
�A���~�̈�ʓI�Ȕ����H�ޗ��� A5052P �̐��������H�T���v���Ƃ��āA�͂t���p�̈ʒu���߁E�Œ莡��Ƃ��ė��p���邽�߂�5��ނ̃A���~�����i����\�������g������i�A�Z���u���W�O�j�̎����������ē����Ă��܂��B
���i���A�����H���e�E���i���H�f�[�^�̏ڍׁA�v�E���H�̃|�C���g�Ȃǂ����Љ�Ă��܂��̂ŁA�����ς���E�������̍ۂ̎Q�l�ɂ��Ă��������B
�� �g�������i�A�Z���u���W�O�j
�� ���i�T���v���ʐ^�i�N���b�N�Ŋg��j
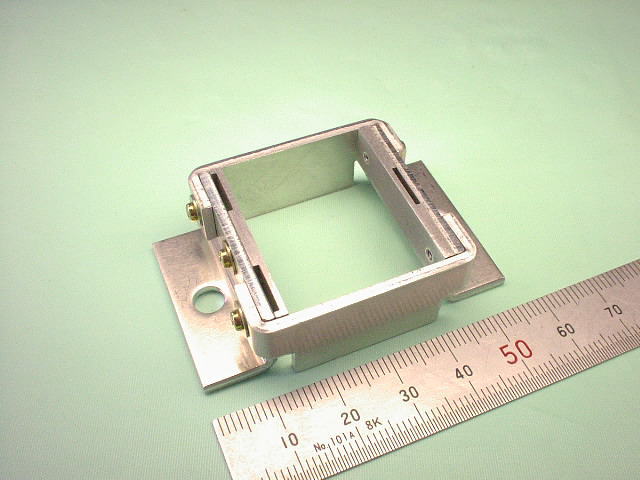 �g�������i�A�Z���u���W�O�j �A���~�� A5052P ��2.0
�g�������i�A�Z���u���W�O�j �A���~�� A5052P ��2.0
 �g������̍\�����i �A���~�� A5052P ��2.0
�g������̍\�����i �A���~�� A5052P ��2.0
�� ���i���E���H�f�[�^�ڍ�
- ���H�J�e�S���[ �F ���������H
- ���i���� �F �A�Z���u���W�O�i�g������j
- ���q�l �F ��Ɨl����
- ���i�p�r �F ���f���͋C���Ńn���_�t�����s�����߂̈ʒu���߁E�Œ莡��Ƃ��ė��p
- �v�� �F �h���t�g�͂��q�l�B�ڍׂ͔����Heye�ɂĂ����
- ���H�p�}�ʌ`�� �F �菑����}FAX�}��
- ���i�\�����i�_�� �F 5�_
- �g�����@ �F M2�l�W�~�߁iM2�r�X�~�߁j
- ���i�T���T�C�Y�i�g��������i�j �F 38mm�iW�j�~55mm�iL�j�~15mm�iH�j
- ���i�T���T�C�Y�i���i�@-1�j �F 12.5mm�iW�j�~32mm�iL�j�~15mm�iH�j
- ���i�T���T�C�Y�i���i�@-2�j �F 12.5mm�iW�j�~32mm�iL�j�~15mm�iH�j
- ���i�T���T�C�Y�i���i�A�j �F 10mm�iW�j�~38mm�iL�j�~15mm�iH�j
- ���i�T���T�C�Y�i���i�B�j �F 8mm�iW�j�~32mm�iL�j�~2mm�iH�j
- ���i�T���T�C�Y�i���i�C�j �F 8mm�iW�j�~32mm�iL�j�~2mm�iH�j
- �f�ލގ��E�ޗ� �F �A���~�� A5052P
- �� �F t2.0mm
- �\�ʏ��� �F �����Ȃ�
- ���쐔�� �F 20�Z�b�g�i�S���i���ʁ�20�~5��100�j
- �u�����N���H���@ �F �V���[�����O�J�b�g�i1�j�A���C���[�J�b�g�i���C���[���H�j�i2�j
- �Ȃ����H���e �F �v���X�u���[�L�Ȃ��i3�j
- �Ȃ����H�ӏ����i���i�@-1�j �F1�ӏ�
- �Ȃ����H�ӏ����i���i�@-2�j �F1�ӏ�
- �Ȃ����H�ӏ����i���i�A�j �F2�ӏ�
- �Ȃ����H�ӏ����i���i�B�j �F�|
- �Ȃ����H�ӏ����i���i�C�j �F�|
- �i����H �F �Ȃ�
- �����H���@ �F �v���X�����i�Z�b�g�v���X�i4�j�j
- �����H���i���i�@-1�j �F 2-��2.5���A��5.5��
- �����H���i���i�@-2�j �F 1-��2.5���A��5.5��
- �����H���i���i�A�j �F 2-��2.5��
- �����H���i���i�B�j �F �|�i��9�~�[��1�̍a���H����j
- �����H���i���i�C�j �F �|�i��9�~�[��1�̍a���H����j
- �^�b�v���H���i���i�@-1�j �F �|
- �^�b�v���H���i���i�@-2�j �F 2-M2
- �^�b�v���H���i���i�A�j �F �|
- �^�b�v���H���i���i�B�j �F 2-M2
- �^�b�v���H���i���i�C�j �F 1-M2
- �n�ډӏ� �F �Ȃ�
- �n�ڌ�̕\�ʏ��� �F �|
- �}�ʎw���̓��萡�@���� �F ����ӏ��̐��@�����w���Ȃ�
- �}�ʎw���Ȃ����@���� �F �����H�i�̈�ʌ����iJIS B 0408-B�i5�j �Ŕ����E�Ȃ��E�i��j
- ���^���͊ȈՃW�O����̗v�� �F �s�p
- ���H��Փx �F

- �ޗ���i�i�ޗ��R�X�g�j �F

- ���H�����i�i���H�R�X�g�j �F

- �\�ʏ������i�i�\�ʏ����R�X�g�j �F �|
- �g�[�^�����i�i�g�[�^���R�X�g�j �F
- �[�� �F �i������c�Ɠ�13���ȏ���x�j
- �]���i�����x�j �F
�� ���L�i�p��̐����j
- ���i1�j�D�V���[�����O�J�b�g�i�V���[�����O���H�j
- �|�E�ނ�ؒf���邱�ƁB�ؒf�̌����́A�����n�T�~�Ɠ��l�B
�ȉ��̂悤�ȋ@�B�ʼn��H����B

- ���i2�j�D���C���[�J�b�g�i���C���[���H�j
- �H�앨�Ɠd�ɂƂ̊Ԃ̕��d���ۂ𗘗p���čs�����H�B
���s����������i��ɐ^�J���j�̃��C���[�d�ɂ�p���ēd�ɁE�H�앨�ԂɒZ�������ŌJ��Ԃ����A�[�N���d�ɂ���Ĕ���H���\�ʂ̈ꕔ����������@�B���H�̕��@�B
���C���[���H�́A����H�����d�C��ʂ��ގ��i���́j�łȂ���Ή��H�ł��Ȃ��Ƃ�������������B���x�̍������H���\�Ȃ��ߋ��^�삷�邽�߂ɍL���p������B���C���[���H���s���H��@�B�����C�����d���H�@�Ƃ����i�Q�l�ʐ^�ȉ��j�B

- ���i3�j�D�u���X�u���[�L�Ȃ��i�x���_�[���H�j
- �|�E�ނ��Ȃ����H���邱�ƁB��ʂ�V�^�̃_�C�ɏ悹���ނ��v���X�������A�Y���ό`�����ĔC�ӂ̊p�x�ɋȂ���B�����H�i�̊����x�́A�Ȃ����H�̐��x�ɋ���Ƃ��낪�傫���A���̊�{�I���d�v�ȉ��H�H���̈�B�ȉ��̂悤�ȋ@�B�ŋȂ����H����B

- ���i4�j�D�Z�b�g�v���X
- �|�E�ނɌ��Ȃǂ̃p���`���O���H���s���@�B�B

- ���i5�j�DJIS B 0408-B
- �����v���X���H�i�i������Ŕ����E�Ȃ��E�i��ɂ���ăv���X���H�������́j�̕��ʐ��@�����i���ɐ}�ʂɎw���̂Ȃ����@�̌����A��ʌ����j�́AJIS B 0408�i�����v���X���H�i�̕��ʐ��@�����j�ɋK�肳��铙���hB���h�ɂ��Ƃ����Ӗ��B�e�����̕��ʐ��@���e���͈ȉ��B
�� �g�������i�A�Z���u���W�O�j�̉��H�}�ʁA�v�E���H�̃|�C���g�Ȃ�
�� �g������i�A�Z���u���W�O�j�̊T���}��
���̑g������i�A�Z���u���W�O�j�̂��ꂼ��̕��i�}�Ƒg���}�̐}�ʂ͈ȉ��̐}�ʂɂȂ�܂��B
�y�A�Z���u���W�O�i�g������j�̑g���}�i5��ނ̕��i��g�ݗ��āj�z
�y���i�@-1�i�A���~�� A5052P t2.0�j�̕��i�}�z
�y���i�@-2�i�A���~�� A5052P t2.0�j�̕��i�}�z
�y���i�A�i�A���~�� A5052P t2.0�j�̕��i�}�z
�y���i�B�i�A���~�� A5052P t2.0�j�̕��i�}�z
�y���i�C�i�A���~�� A5052P t2.0�j�̕��i�}�z
�� �v�E���H�̃|�C���g
���̑g������i�A�Z���u���W�O�j�́A���f���͋C���ł͂t�����s�����߂̈ʒu���ߎ���Ƃ��ė��p�����W�O�ł����A��̐}�ʂ̂悤�ɁA5��ނ̃A���~�iA5052P t2.0�j�p�[�c���l�W�~�߁i�r�X�~�߁j�ɂ���đg�ݗ��Ăč\�����鎡��ł��B
���q�l�̓����v�ł́A�ȉ��̐}�ʂ̂悤�ɍގ����W�������~���iA2017�j�Ƃ��A�@�B���H�E�؍���H�ɂ���̌^�̎���i�W�O�j�Ƃ��Đv����Ă��܂����B
�������A�ȉ��̐}�ʂ̈�̌^�ł�3�ӏ����镝1�~����9�~�[��7.5�̊p�U�O�����̉��H������Ȃ��Ƃ�A�����Heye�ł͔ނ̔����E�Ȃ����H�ɂ������H���i�̕������ӂł��邱�ƂȂǂ̗��R����A�ŏI�I�ɏ�ł���������5�_�̔����H���i�̑g�ݗ��Ăɂ����@���Ă����Ă��������܂����B
�y���q�l�����v�̈�̌^�^�C�v�̃A�Z���u���W�O�i�ގ��F�W�������~�� A2017�j�z

