ステンレスクリップ(SUS板ばねクリップ)試作品|SUSバネ材 板金加工サンプル
SUS304-CSPなどのステンレス薄板ばね材の精密板金加工サンプルとして、ステンレスクリップ(SUS板ばねクリップ)の試作品の製作実例をご案内しています。
製品情報、板金加工内容・部品加工データの詳細、設計・加工のポイントなどをご紹介していますので、お見積もり・ご注文の際の参考にしてください。
■ 固定用ステンレスクリップ(SUS板ばねクリップ)
■ 製品サンプル写真
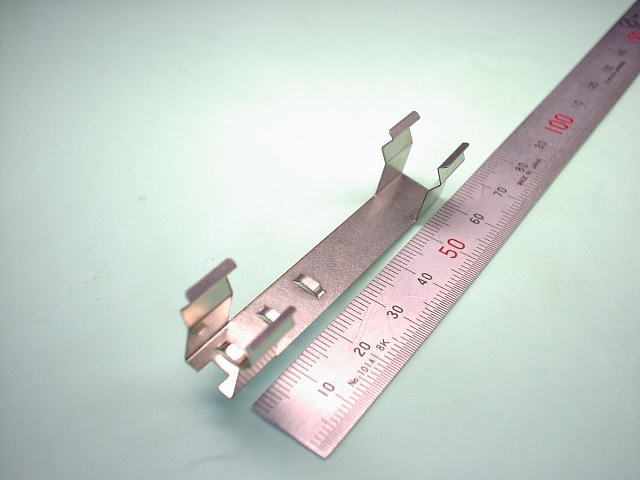
(クリックで拡大)
■ 製品情報・加工データ詳細
- 加工カテゴリー : 精密板金加工、試作
- 製品名称 : 固定用ステンレスクリップ(SUS板バネクリップ)
- お客様 : 企業様向け
- 製品用途 : ●●装置の●●固定用のステンレスクリップとして利用(●●は社外秘)
- 設計者 : 原案はお客様、板金加工eyeが形状変更をご提案
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 1点
- 組立方法 : −
- 製品概略サイズ : 約14mm(W)×約65mm(L)×約15mm(H)
- 素材材質・材料 : ステンレスばね材(SUSバネ材) SUS304-SCP 1/2H
- 板厚 : t0.3mm
- 表面処理 : なし
- 製作数量 : 1個
- ブランク加工方法 : レーザー加工(レーザーカット)(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)(16箇所)
- 絞り加工 : 切り起こし&絞り(3箇所)
- 穴加工方法 : −
- 穴加工数 : なし
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : −
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(3) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 必要(3箇所の切り起こし&絞り加工部用)
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) : −
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
■ 注記(用語の説明)
- 注(1).レーザー加工(レーザーカット)
- レンズを使用して被加工物に一点集中させたレーザー光線が熱エネルギーに変換されて得られる高密度のエネルギーを利用して板材などの加工物の加熱・溶融・蒸発・除去を行う加工方法。レーザ加工を行う加工機械をレーザー加工機という(参考写真以下)。

- 注(2).ブレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
■ クリップ使用方法、設計・加工のポイントなど
■ ステンレスクリップ(SUS板ばねクリップ)の使用方法・構想
このステンレスクリップは、以下の図のように両端のクリップ部でパイプ状の丸棒にはめ込んで固定することを目的としています。
丸棒に挿入しやすいように入り口を広げていることと、なるべく円形にフィットするように丸棒の軸中心位置で適度な曲げ角度をクリップ部に設けていることがポイントになります。
また、丸棒をホールドする強さは、両端のクリップ部の幅を増減させることで調整が可能になります。
3箇所ある切り起こし部は、この内部にある配線を通し、その配線を固定するために設けています。
■ 設計・加工のポイント
3箇所の切り起こし部(切り絞り部)は、レーザー加工で板に切り込みを入れた後、その部分をプレスして絞っています。
切り絞りには、簡易ジグを製作しています。
ステンレスばね材(SUSばね材)の曲げ加工は、素材のスプリングバックが強いために難しい加工ですが、特に両端のクリップ部(丸棒ホールド部)の曲げ加工は、スプリングバックを考慮して丸棒形状になるべくフィットする曲げ形状に成形する必要があり、難しい曲げになります。

