知能ロボットパーツ|アルミ・ステンレス・ABS樹脂・透明アクリル等 機械加工例
機械加工部品のサンプルとして、汎用旋盤やフライス盤でアルミ合金・ステンレス・ABS樹脂・透明アクリルなどを切削加工した大学研究室様向けの知能ロボット研究用機械加工品(人間型の2足歩行ロボット部品)の製作実例をご案内しています。
板金加工eyeでは精密板金・板金加工品以外にもご要望があれば機械加工部品もお請けできます。製品情報、部品加工データの詳細、設計・加工のポイントなどをご紹介していますので、お見積もり・ご注文の際の参考にしてください。
■ 知能ロボット研究用パーツ(人間型2足歩行ロボットの機械加工部品)
■ 製品サンプル写真(クリックで拡大)
 例1:ステンレス SUS303(快削ステンレス鋼)
例1:ステンレス SUS303(快削ステンレス鋼)
 例2:アルミ合金 A5052 白アルマイト処理
例2:アルミ合金 A5052 白アルマイト処理
 例3:透明アクリル樹脂
例3:透明アクリル樹脂
 例4:アルミ合金 A5052 白アルマイト処理
例4:アルミ合金 A5052 白アルマイト処理
 例5:アルミ合金 A5052 白アルマイト処理
例5:アルミ合金 A5052 白アルマイト処理
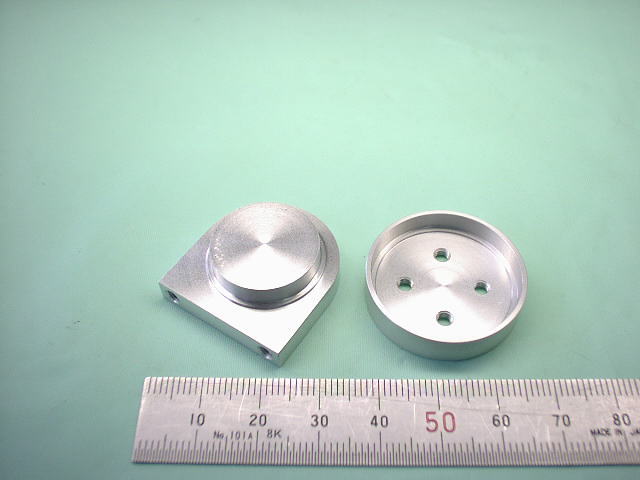 例6:アルミ合金 A5052 白アルマイト処理
例6:アルミ合金 A5052 白アルマイト処理
 例7:ABS樹脂
例7:ABS樹脂
■ 製品情報・加工データ詳細
- 加工カテゴリー : 機械加工
- 製品名称 : 知能ロボットパーツ(仮称)
- お客様 : 大学研究室様向け
- 製品用途 : 知能ロボット研究に用いる人間型の2足歩行ロボットのパーツとして利用。
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるDXFファイル形式図面
- 製品構成部品点数 : 75点中の14点(75点は2足歩行ロボット1体の点数。)
- 組立方法 : ネジ止め(各部品の組立)
- 製品概略サイズ : (各部品の概略サイズは割愛)
- 素材材質・材料(例1) : ステンレス SUS303(快削ステンレス鋼)
- 素材材質・材料(例2) : アルミ合金 A5052
- 素材材質・材料(例3) : 透明アクリル樹脂
- 素材材質・材料(例4/例5/例6) : アルミ合金 A5052
- 素材材質・材料(例7) : ABS樹脂
- 板厚 : −(例3の透明アクリル樹脂パイプの肉厚はt1.0及びt1.5)
- 表面処理(例2及び例4〜例6) : アルマイト処理(1)(白アルマイト)
- 製作数量 : 各1〜4個
- 主な機械加工方法 : 旋盤(旋盤加工)(2)及び フライス盤(フライス加工)(3)
- 穴加工方法 : 旋盤(2)、ドリル
- 穴加工数(例1:写真左から1番目) : 4-φ2.3(フランジ部)、φ5×深さ40.1内径穴
- 穴加工数(例1:写真左から3番目) : φ5内径貫通穴
- 穴加工数(例1:写真左から4番目) : 4-φ2.3(フランジ部)、内径段付き貫通穴φ5×φ6
- 穴加工数(例2:写真上の2個) : φ18内径貫通穴、4-段付き貫通穴φ4.2×φ2
- 穴加工数(例2:写真下の2個) : 内径段付き貫通穴φ10×φ13
- 穴加工数(例3) : 内径φ22×外径φ24×25L/内径φ22×外径φ25×25L
- 穴加工数(例4:写真上の2個) : 内径段付き貫通穴φ8×φ18、4-φ1.65深さ4
- 穴加工数(例4:写真下の2個) : 内径段付き貫通穴φ25×φ29、4-φ1.65貫通
- 穴加工数(例5) : 内径段付き貫通穴φ3×φ23
- 穴加工数(例6:写真左) : φ22穴深さ1
- 穴加工数(例6:写真右) : 内径段付き貫通穴φ25×φ27
- タップ加工数(例1:写真左から2番目) : 4-M2
- タップ加工数(例1:写真左から3番目) : 2-M2.5
- タップ加工数(例2:写真上の2個) : 4-M2×深さ12
- タップ加工数(例2:写真下の2個) : 4-M1.7
- タップ加工数(例5) : 4-M3貫通、2-M2.5内径φ3へ貫通、4-M1.6内径φ23へ貫通
- タップ加工数(例6:写真左) : 2-M3深さ6
- タップ加工数(例6:写真右) : 4-M3貫通
- タップ加工数(例7) : 3-M3貫通
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : −
- 仕上げ : −
- 図面指示の特定寸法公差 : ±0.01程度(円の径などはめあいに関わる部分等において)
- 図面指示なき寸法公差 : JIS B 0405-m(3)(金属除去加工又は板金成形品の一般公差)
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日15日以上程度)
- 評価(満足度) :
■ 注記(用語の説明)
- 注(1).アルマイト(アルマイト処理)
- アルミニウムの表面を陽極として主に強酸中で水の電気分解により表面を酸化させてコーティングする技術の総称で、陽極酸化処理とも言うアルミの表面処理方法。
アルミニウムの耐食性や耐摩耗性の向上や、さまざまな着色をして装飾することなどを目的とした表面処理。1929年に理化学研究所で開発された登録商標(商品名)であるが、現在では、アルミニウムの陽極酸化皮膜、或いは皮膜された製品の総称として広く一般に用いられている。 - 注(2).旋盤(旋盤加工)
- 主として工作物を回転させ、バイトなどを使用して、外丸削り、中ぐり、突切り、正面削り、ねじ切りなどの加工を行う工作機械。
一般的な汎用旋盤(普通旋盤)から、自動旋盤、数値制御されたNC旋盤(CNC旋盤)など、用途や加工目的・手段などにより様々な旋盤がある(参考写真以下)。

- 注(3).フライス盤(フライス加工)
- 工作物に送り運動を与え、主軸とともに回転するフライスを使用して、平面削り、溝削りなどの切削加工を行う工作機械。
一般的な汎用フライス盤から、数値制御されたNCフライス盤(CNCフライス盤)など、用途や加工目的・手段などにより様々なフライス盤がある。
フライス盤の参考英語:milling machine(参考写真は以下)

- 注(4).JIS B 0405-m
- 金属の除去加工又は板金成形によって製作した部品の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0405(普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差)に規定される等級”m(中級)”によるという意味。
JIS B 0405 の各等級の長さ寸法及び角度寸法の普通公差は以下。
■ 知能ロボット研究用機械加工部品の図面、設計・加工のポイントなど
■ 概略図(イメージ図)、設計・加工のポイント
上記の知能ロボット用機械加工の各部品の概略設計図面・イメージ図は、それぞれ以下のようになります。

【例1〜例7の知能ロボット研究用機械加工各部品の概略図・イメージ図】
これらの知能ロボット用パーツの機械加工は、旋盤加工がメインとなりますが、いずれの部品も1個から4個程度までの少量製作なので、自動盤などは用いずに主に汎用旋盤で加工した部品になります。
これらの旋盤加工部品は、知能ロボットの関節部分などにあたるシャフトや軸パーツとして使用されるため、部品の仕上がりとしては高い精度の加工が要求されます。
なお、これら以外の知能ロボットを構成するパーツとしては、2足歩行ロボットのフレームや骨格にあたるパーツを、アルミ板(A5052P)の板金加工により製作した白アルマイトパーツがあります。
白アルマイトはアルミのアルマイト処理における最も一般的なものですが、白アルマイトのほかにも、硬質アルマイト処理や、赤アルマイト処理・青アルマイト・黒アルマイト加工などのカラーアルマイト処理(着色アルマイト或いは染色アルマイト処理などともいう)もあります。

